

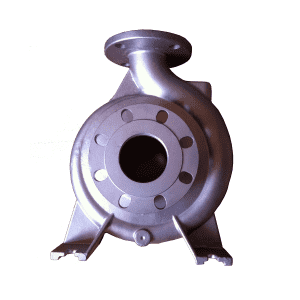
Pezzi fusi personalizzati in acciaio inossidabile OEM cinesi prodotti mediante processo di fusione in stampo di sabbia e lavorazione CNC.
La fusione in sabbia utilizza sabbia verde (sabbia umida) o sabbia asciutta per formare i sistemi di stampaggio. ILcolata in sabbia verdeè il processo di fusione più antico utilizzato nella storia. Quando si realizza lo stampo, è necessario produrre modelli in legno o metallo per formare la cavità cava. Il metallo fuso viene quindi versato nella cavità per formare i getti dopo il raffreddamento e la solidificazione. La fusione in sabbia è meno costosa rispetto ad altri processi di fusione sia per lo sviluppo dello stampo che per la parte di fusione dell'unità. Per colata in terra si intende sempre la colata in terra verde (se non specificata). Tuttavia, al giorno d'oggi, anche gli altri processi di fusione utilizzano la sabbia per realizzare lo stampo. Hanno i loro nomi, come ad esempiofusione in conchiglia, colata in sabbia rivestita in resina furanica (senza cottura al forno),fusione a schiuma persae colata sotto vuoto.
Abbiamo diversi tipi di casting tra cui scegliere. Parte del processo facoltativo per il tuo progetto sarà la selezione del processo di casting che meglio soddisferà le tue esigenze. La forma più popolare è la fusione in sabbia che prevede la realizzazione di una replica di un pezzo finito (o modello) che viene compresso con sabbia e additivi leganti per modellare la fusione finale. Il modello viene rimosso dopo la formazione dello stampo o dell'impronta e il metallo viene introdotto attraverso un sistema di canali per riempire la cavità. La sabbia e il metallo vengono separati e la fusione pulita e rifinita per la spedizione al cliente.
Le tolleranze di fusione sono suddivise in Tolleranze Dimensionali di Fusione (DCT) e Tolleranze Geometriche di Fusione (GCT). La nostra fonderia vorrebbe parlare con te se hai richieste speciali sulle tolleranze richieste. Di seguito sono riportati i gradi di tolleranza generali che potremmo raggiungere con la nostra fusione in sabbia verde, fusione in conchiglia e fusione in sabbia di resina furanica senza cottura:
✔ Grado DCT mediante fusione in sabbia verde: CTG10 ~ CTG13
✔ Grado DCT tramite fusione in conchiglia o fusione in sabbia di resina furanica: CTG8 ~ CTG12
✔ Grado GCT mediante fusione in sabbia verde: CTG6 ~ CTG8
✔ Grado GCT mediante fusione in conchiglia o fusione in sabbia di resina furanica: CTG4 ~ CTG7
Vantaggi del processo di fusione in sabbia
1- Basso costo grazie ai materiali per stampi economici e riciclabili e alle semplici attrezzature di produzione.
2- Ampia gamma di pesi unitari da 0,10 kg a 500 kg o anche maggiori.
3- Varia struttura dal tipo semplice al tipo complesso.
4- Adatto a esigenze di produzione di varie quantità.
| Materiali per il processo di fusione in sabbia presso la fonderia RMC | |||
| Categoria | Grado Cina | Grado statunitense | Grado Germania |
| Acciaio inossidabile ferritico | 1Cr17, 022Cr12, 10Cr17, | 430, 431, 446, CA-15, CA6N, CA6NM | 1.4000, 1.4005, 1.4008, 1.4016, GX22CrNi17, GX4CrNi13-4 |
| Acciaio inossidabile martensitico | 1Cr13, 2Cr13, 3Cr13, 4Cr13, | 410, 420, 430, 440B, 440C | 1.4021, 1.4027, 1.4028, 1.4057, 1.4059, 1.4104, 1.4112, 1.4116, 1.4120, 1.4122, 1.4125 |
| Acciaio inossidabile austenitico | 06Cr19Ni10, 022Cr19Ni10, 06Cr25Ni20, 022Cr17Ni12Mo2, 03Cr18Ni16Mo5 | 302, 303, 304, 304L, 316, 316L, 329, CF3, CF3M, CF8, CF8M, CN7M, CN3MN | 1.3960, 1.4301, 1.4305, 1.4306, 1.4308, 1.4313, 1.4321, 1.4401, 1.4403, 1.4404, 1.4405, 1.4406, 1.4408, 1.4409, 1.4435, 1.4436, 1.4539, 1.4550, 1.4552, 1.4581, 1.4582, 1.4584, |
| Acciaio inossidabile indurente per precipitazione | 05Cr15Ni5Cu4Nb, 05Cr17Ni4Cu4Nb | 630, 634, 17-4PH, 15-5PH, CB7Cu-1 | 1.4542 |
| Acciaio inossidabile duplex | 022Cr22Ni5Mo3N, 022Cr25Ni6Mo2N | UN 890 1C, UN 890 1A, UN 890 3A, UN 890 4A, UN 890 5A, UN 995 1B, UN 995 4A, UN 995 5A, 2205, 2507 | 1.4460, 1.4462, 1.4468, 1.4469, 1.4517, 1.4770 |

Fonderia di colata in stampi in sabbia





{kind=link}