

Produits en fonte grise personnalisés parprocessus de moulage en sablede la société de moulage chinoise.
Le moulage au sable est un procédé de moulage traditionnel mais aussi moderne. On utilise du sable vert (sable humide) ou du sable sec pour former les systèmes de moulage. Le moulage au sable vert est le procédé de moulage le plus ancien utilisé dans l'histoire. Lors de la fabrication du moule, les motifs en bois ou en métal doivent être réalisés afin de former la cavité creuse. Le métal en fusion se déverse ensuite dans la cavité pour former les pièces moulées après refroidissement et solidification. Le moulage au sable est moins coûteux que les autres procédés de moulage, tant pour le développement du moule que pour la pièce moulée unitaire. Par moulage au sable, on entend toujours le moulage au sable vert (sauf description particulière). Cependant, de nos jours, les autres procédés de coulée utilisent également le sable pour fabriquer le moule. Ils ont leurs propres noms, tels que le moulage en coquille, le moulage en sable recouvert de résine furannique (sans type de cuisson), le moulage en mousse perdue et le moulage sous vide.

Les avantages du moulage au sable :
✔ Coût inférieur grâce à ses matériaux de moulage bon marché et recyclables et à son équipement de production simple.
✔ Large gamme de poids unitaires de 0,10 kg à 500 kg ou même plus.
✔ Diverses structures du type simple au type complexe.
✔ Convient aux exigences de production de différentes quantités.
| Capacités de moulage au sable chez RMC Foundry | ||
| Description | Moulage à la main | Moulage par machines automatiques |
| Taille maximale des pièces moulées | 1 500 mm × 1 000 mm × 500 mm | 1 000 mm × 800 mm × 500 mm |
| Plage de poids de lancer | 0,5 kg - 1 000 kg | 0,5kg - 500kg |
| Capacité annuelle | 5 000 tonnes - 6 000 tonnes | 8 000 tonnes - 10 000 tonnes |
| Tolérance de lancer | Sur demande ou standard (ISO8062-2013 ou GB/T 6414-1999) | |
| Matériaux de moulage | Sable vert, sable enduit de résine | |
| Moulage de métaux et d'alliages | Fonte grise, fonte ductile, acier moulé, acier inoxydable, alliages d'aluminium, laiton, bronze... etc. | |
Tolérance atteinte par les moulages en sable :
Les tolérances de coulée sont divisées en tolérances de coulée dimensionnelles (DCT) et tolérances de coulée géométriques (GCT). Notre fonderie aimerait discuter avec vous si vous avez une demande particulière sur les tolérances requises. Voici ci-dessous les tolérances générales que nous pourrions atteindre grâce à notre moulage au sable vert, notre moulage en moule en coquille et notre moulage au sable en résine furannique sans cuisson :
✔ Qualité DCT par moulage au sable vert : CTG10 ~ CTG13.
✔ Qualité DCT par moulage en coquille ou moulage en sable de résine furannique : CTG8 ~ CTG12
✔ Qualité GCT par moulage au sable vert : CTG6 ~ CTG8.
✔ Qualité GCT par moulage en coquille ou moulage en sable de résine furane : CTG4 ~ CTG7
| Nuances de métaux et d'alliages pour les processus de moulage au sable | |
| Métal et alliages | Catégorie populaire |
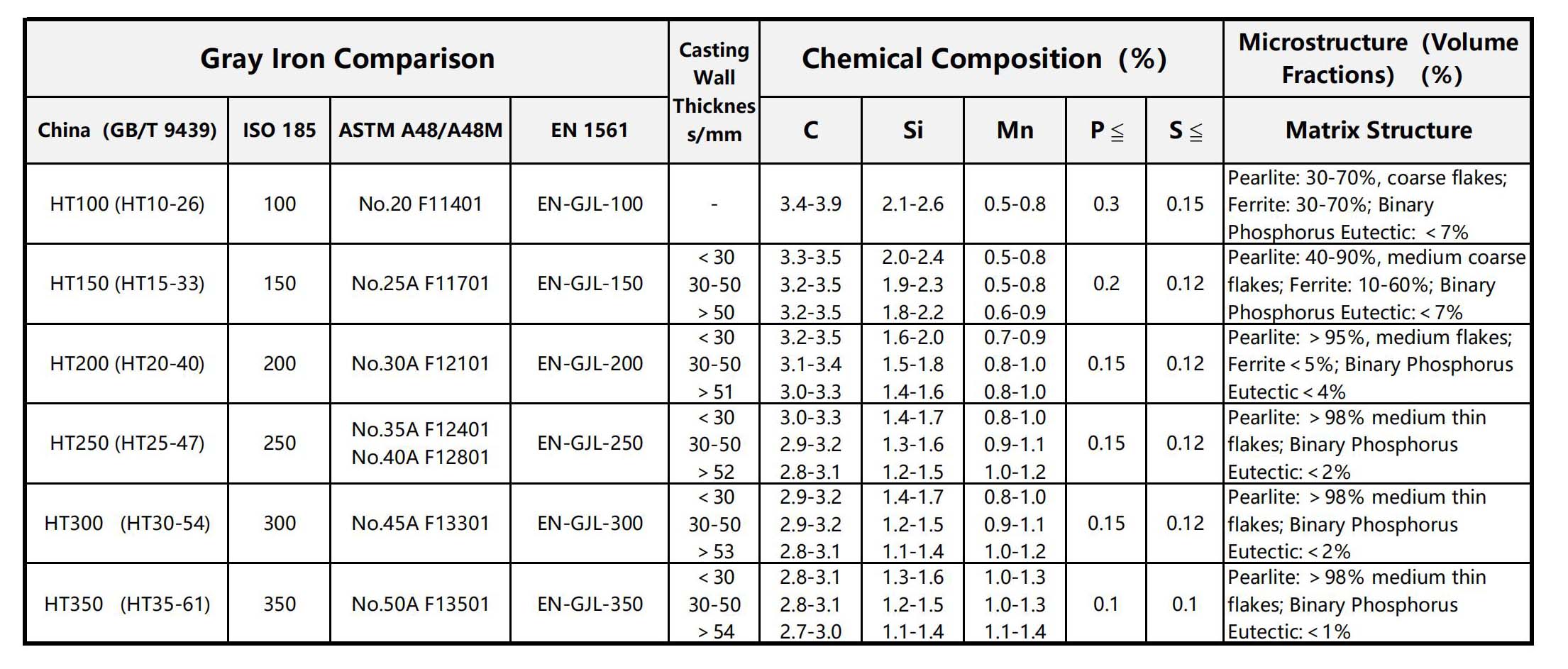
| Fonte grise | GG10 ~ GG40 ; GJL-100 ~ GJL-350 ; |
| Fonte Ductile (Nodualaire) | GGG40 ~ GGG80 ; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Fonte Ductile Trempée (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| Acier au carbone | C20, C25, C30, C45 |
| Acier allié | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| Acier inoxydable | Acier inoxydable ferritique, acier inoxydable martensitique, acier inoxydable austénitique, acier inoxydable à durcissement par précipitation, acier inoxydable duplex |
| Alliages d'aluminium | ASTM A356, ASTM A413, ASTM A360 |
| Laiton / Alliages à base de cuivre | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| Norme : ASTM, SAE, AISI, GOST, DIN, EN, ISO et GB | |



Moulages au sable personnalisés en fonte
-
Produit de moulage au sable en fonte grise
-
Produit de moulage en coque en fonte grise
-
Moulage en fonte grise OEM
-
Vilebrequin de moulage au sable enduit de résine d'acier allié
-
Moulages au sable en acier allié
-
Pièces de camion en acier allié par moulage au sable et CNC...
-
Entreprise de moulage au sable en acier au carbone
-
Moulage au sable en acier moulé
-
Moulage au sable en alliage d'aluminium








