
At RMC Foundry, we adopt many alternative casting processes to cast the metals and alloys as per customer’s requirements or based on our development. Different metal and alloy is suitable to its best castings process considering the end-user’s requirements and cost effective. For example, the gray cast iron is usually suitable to be cast by sand casting process, while the stainless steel tend to be cast by lost wax investment casting.
There are many factors we should take in account when we choose the right casting methods, such as the castability of the materials, requirement of weight (Aluminium and Zinc alloys are much lighter than other alloys), mechanical properties and if any special required performance in wear resistance, corrosion resistance, damping...etc. If we choose the precision casting (usually refer to the investment casting), there will be less or no need for machining, which could save the whole manufacturing cost substantially.
Thanks to our rich experience and the well-organized equipment, we have diverse choices of castings for different industries. What we specialize are mainly sand casting, investment casting, shell mold casting, lost foam casting, vacuum casting and CNC machining. Both OEM custom services and independent R&D are available at our factory. The professional engineering is our core competitiveness.
More than 100 kinds of metal and alloys are cast at our foundry. They are mainly range gray cast iron, ductile cast iron, malleable cast iron to carbon steel, alloy steel, stainless steel and aluminium and brass alloys. Therefore, from our service, you can both choose the right casting process and materials to meet your respect request. Many of our custom casting components are serving wide ranges of mechanical and industries partners from Europe, America, Asia, Australia and of course, in China.

Sand castings take a biggest volume in weight amount all casting processes. Gray iron, ductile iron, brass, steel and aluminium are the main cast alloys.
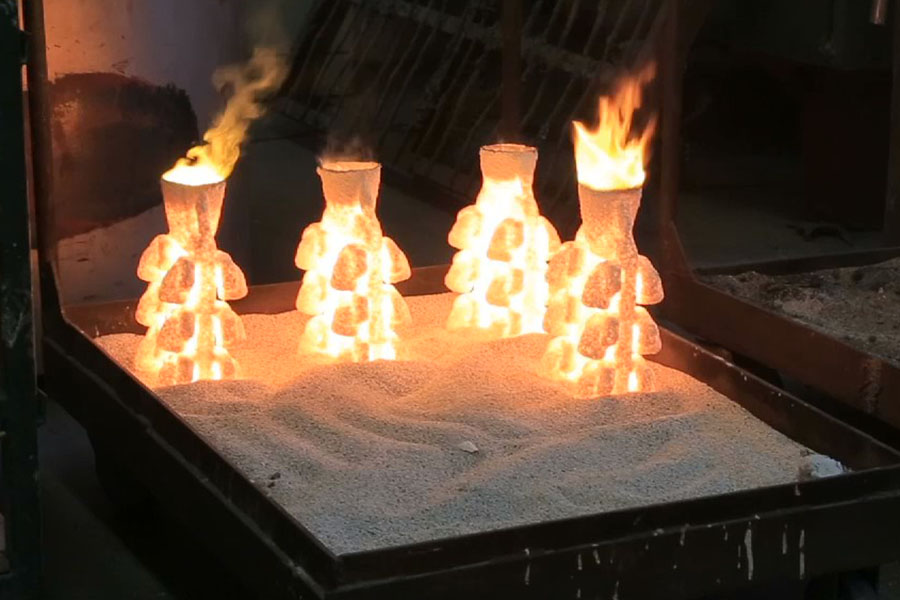
Also called lost wax casting or precision casting, the investment casting reach the high accuracy in geometrical and dimension tolerances.

Shell mold casting uses the resin pre-coated sand to make the mold. It can cast much better castings in surface and dimensional than sand casting.

Lost foam casting, which is also called full mold casting or cavityless mold casting, plays an important role in large and thick-wall castings.

Vacuum casting is also named s V process casting, sealed mold casting or negative pressure casting. Preferred to product large and thick-wall castings.

For some precision metal parts, CNC precision machining is an almost avoidable process after the finished castings are obtained.
| Casting Capabilities at RMC Foundry | ||||||
| Casting Process | Annual Capacity / Tons | Main Materials | Casting Weight | Dimensional Tolerance Grade of Castings (ISO 8062) | Heat Treatment | |
| Green Sand Casting | 6000 | Cast Gray Iron, Cast Ductile Iron, Cast Aluminium, Brass, Cast Steel, Stainless Steel | 0.3 kg to 200 kg | CT11~CT14 | Normalization, Quenching, Tempering, Annealing, Carburization | |
| Shell Mold Casting | 0.66 lbs to 440 lbs | CT8~CT12 | ||||
| Lost Wax Investment Casting | Water Glass Casting | 3000 | Stainless Steel, Carbon Steel, Steel Alloys, Brass, Cast Aluminium, Duplex Stainless Steel | 0.1 kg to 50 kg | CT5~CT9 | |
| 0.22 lbs to 110 lbs | ||||||
| Silica Sol Casting | 1000 | 0.05 kg to 50 kg | CT4~CT6 | |||
| 0.11 lbs to 110 lbs | ||||||
| Lost Foam Casting | 4000 | Gray Iron, Ductile Iron, Steel Alloys, Carbon Steel, Stainless Steel | 10 kg to 300 kg | CT8~CT12 | ||
| 22 lbs to 660 lbs | ||||||
| Vacuum Casting | 3000 | Gray Iron, Ductile Iron, Steel Alloys, Carbon Steel, Stainless Steel | 10 kg to 300 kg | CT8~CT12 | ||
| 22 lbs to 660 lbs | ||||||
| High Pressure Die Casting | 500 | Aluminium Alloys, Zinc Alloys | 0.1 kg to 50 kg | CT4~CT7 | ||
| 0.22 lbs to 110 lbs | ||||||