

High reputation Malleable Iron Sand Casting Factory - Sand Casting Product made of Stainless Steel – RMC Foundry Detail:
Sand casting uses green sand (moist sand) or dry sand to form the molding systems. The green sand casting is the oldest casting process used in history. When making the mold, the patterns made of wood or metal should be produced in order to form the hollow cavity. The molten metal then pour into the cavity to form the castings after cooling and solidification. Sand casting is less expensive than other casting processes both for mold development and unit casting part. The sand casting, always mean the green sand casting (if no special description). However, nowadays, the other casting processes are also use the sand to make the mold. They have their own names, such as shell mold casting, furan resin coated sand casting (no bake type), lost foam casting and vacuum casting.
We have different casting types for your choice. Part of the optional process for your project will be the selection of the casting process that will best serve your needs. The most popular form is sand casting which involves making a replica of a finished piece (or pattern) that is compressed with sand and binder additives to shape the final casting. The pattern is removed after the mold or impression has been formed, and the metal is introduced through a runner system to fill the cavity. The sand and the metal are separated and the casting cleaned and finished for shipment to the customer.
Sand Casting VS Shell Mold Casting:
Both sand casting and shell mold casting use the sand to make the hollow cavity for pouring. The difference is that sand casting uses green sand or dry sand (lost foam casting and vacuum casting use the dry sand to make mold), while the shell mold casting uses the resin coated sand to make the molding systems. The coated sand could not be re-used. However, the shell mold castings have much better quality than that of sand castings.
Sand Casting VS Investment Casting:
These two casting processes are different in the molding materials used for making the patterns. Investment casting uses the wax to produce the wax replicas (that is why it is also called lost wax casting) which have the same size and dimensions as the desired castings. Then the wax replicas will be coated with sand and binder materials (usually silica sol or water glass) to build a strong shell for molten metal pouring. While, the sand casting usually adopt the green sand or dry sand to make a hollow cavity, which have the same size and dimensions as the desired casting parts. For both sand casting and investment casting processes, the sand and wax could be re-used. The investment castings usually have much better surface, geometrical and dimensional accuracy than sand castings.
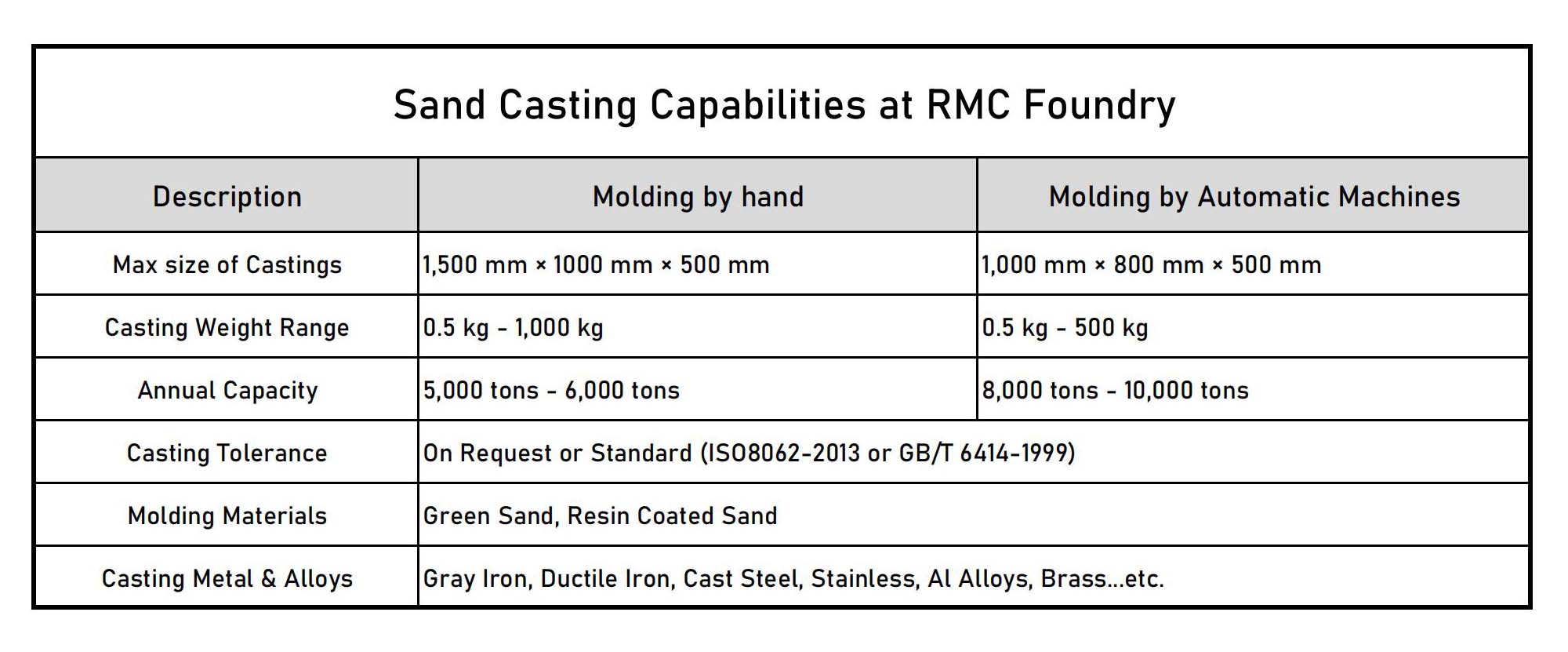
The casting tolerances are divided into Dimensional Casting Tolerances (DCT) and Geometrical Casting Tolerances (GCT). Our foundry would like to talk with you if you have special request on the required tolerances. Here in the following are the general tolerances grade we could reach by our green sand casting, shell mould casting and no-bake furan resin sand casting:
✔ DCT Grade by Green Sand Casting: CTG10 ~ CTG13
✔ DCT Grade by Shell Mold Casting or Furan Resin Sand Casting: CTG8 ~ CTG12
✔ GCT Grade by Green Sand Casting: CTG6 ~ CTG8
✔ GCT Grade by Shell Mold Casting or Furan Resin Sand Casting: CTG4 ~ CTG7
Advantages of Sand Casting Process
1- Low Cost due to its cheap and recyclable mold materials and simple production equipment.
2- Wide range of unit weight from 0.10 kg to 500 kgs or even bigger.
3- Various Structure from simple type to complex type.
4- Suitable for production requirements of various quantity.
| Materials for Sand Casting Process at RMC Foundry | |||
| Category | China Grade | US Grade | Germany Grade |
| Ferritic Stainless Steel | 1Cr17, 022Cr12, 10Cr17, | 430, 431, 446, CA-15, CA6N, CA6NM | 1.4000, 1.4005, 1.4008, 1.4016, GX22CrNi17, GX4CrNi13-4 |
| Martensitic Stainless Steel | 1Cr13, 2Cr13, 3Cr13, 4Cr13, | 410, 420, 430, 440B, 440C | 1.4021, 1.4027, 1.4028, 1.4057, 1.4059, 1.4104, 1.4112, 1.4116, 1.4120, 1.4122, 1.4125 |
| Austenitic stainless steel | 06Cr19Ni10, 022Cr19Ni10, 06Cr25Ni20, 022Cr17Ni12Mo2, 03Cr18Ni16Mo5 |
302, 303, 304, 304L, 316, 316L, 329, CF3, CF3M, CF8, CF8M, CN7M, CN3MN | 1.3960, 1.4301, 1.4305, 1.4306, 1.4308, 1.4313, 1.4321, 1.4401, 1.4403, 1.4404, 1.4405, 1.4406, 1.4408, 1.4409, 1.4435, 1.4436, 1.4539, 1.4550, 1.4552, 1.4581, 1.4582, 1.4584, |
| Precipitation Hardening Stainless Steel | 05Cr15Ni5Cu4Nb, 05Cr17Ni4Cu4Nb | 630, 634, 17-4PH, 15-5PH, CB7Cu-1 | 1.4542 |
| Duplex Stainless Steel | 022Cr22Ni5Mo3N, 022Cr25Ni6Mo2N | A 890 1C, A 890 1A, A 890 3A, A 890 4A, A 890 5A, A 995 1B, A 995 4A, A 995 5A, 2205, 2507 | 1.4460, 1.4462, 1.4468, 1.4469, 1.4517, 1.4770 |


Sand Mold Casting Foundry

Sand Mold Casting Foundry in China
Product detail pictures:
Related Product Guide:
Our pros are lessen prices,dynamic sales team,specialised QC,sturdy factories,top quality services and products for High reputation Malleable Iron Sand Casting Factory - Sand Casting Product made of Stainless Steel – RMC Foundry, The product will supply to all over the world, such as: Curacao , Hungary , United States , We have a dedicated and aggressive sales team, and many branches, catering to our customers. We are looking for long-term business partnerships, and ensure our suppliers that they will definitely benefit in both short and long run.
The factory workers have rich industry knowledge and operational experience, we learned a lot in working with them,we are extremely grateful that we can encount a good company has excellent wokers.






{kind=link}