
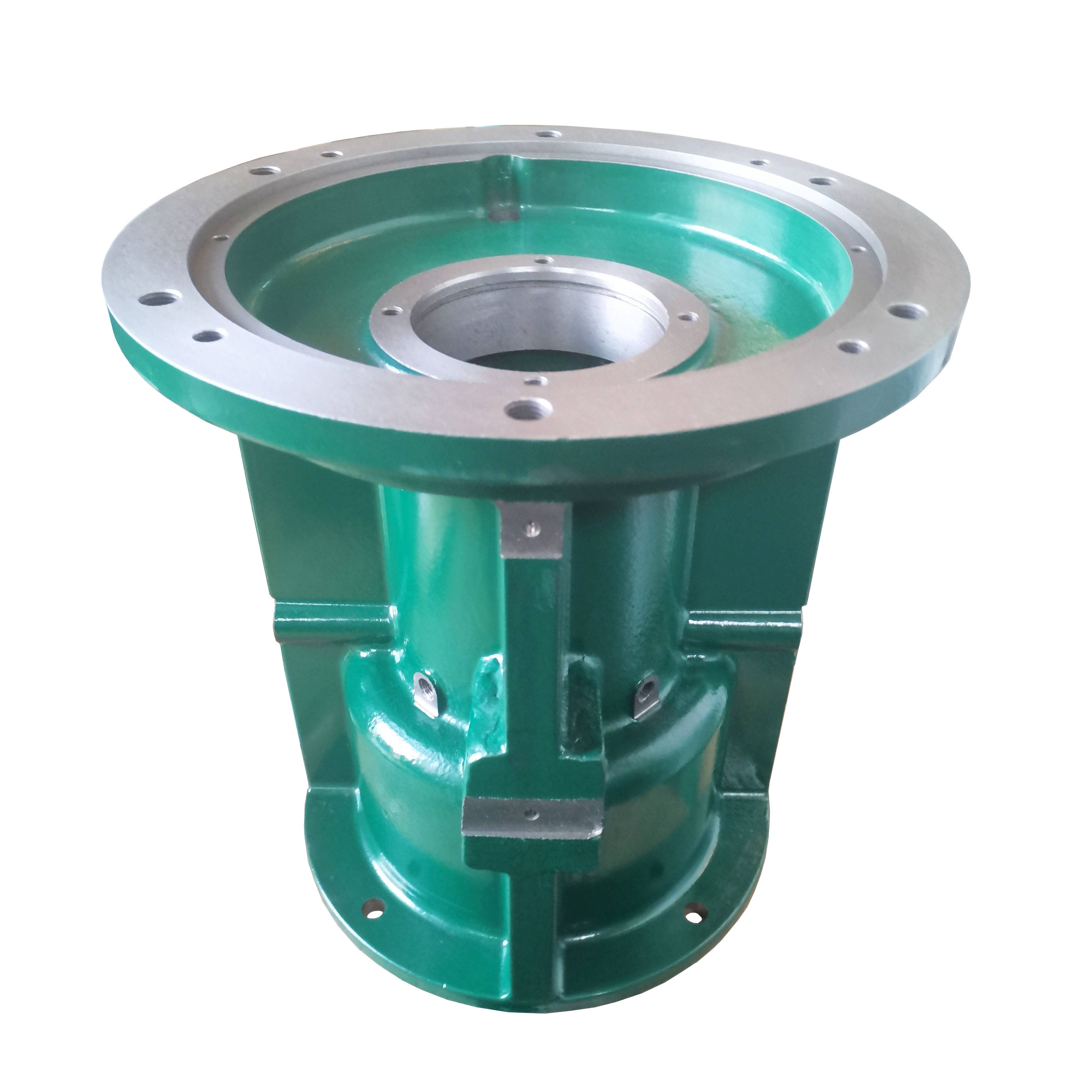
High Quality Steel Investment Casting - Grey Iron Investment Casting Bearing Housing – RMC Foundry Detail:
Custom grey iron bearing housing by investment casting and CNC machining.
Gray iron, or grey cast iron, is a type of cast iron that has a graphite microstructure. Thanks to its ease of machining, high compressive strength, better thermal conductivity and excellent vibration absorption, the gray cast iron is one of the most widely used casting metal for a very long time, even in current industry production. Carbon content is by far the most important element for gray iron (usually 2% to 4%) to create tensile strength and machinability. When molten cast iron solidifies some of the carbon precipitates as graphite, forming tiny, irregular flakes within the crystal structure of the metal which enhances the desirable properties of cast iron, the flakes disrupt the crystal structure leading to cast iron’s characteristic brittleness.

Mechanical Properties of Cast Gray Iron |
||||||
Tensile Strength of Separately Cast Samples of Gray Cast Irons |
||||||
| Material Designation | GG-10, EN-GJL-100 | GG-15, EN-GJL-150 | GG-20, EN-GJL-200 | GG-25, EN-GJL-250 | GG-30, EN-GJL-300 | GG-35, EN-GJL-350 |
| Tensile Strength (MPa) | ≥100 | ≥150 | ≥200 | ≥250 | ≥300 | ≥350 |
Tensile Strength of Cast-on Samples of Gray Cast Irons |
||||||
| Material Designation | Wall Thickness of Casting (mm) | Tensile Strength (MPa) ≥ | ||||
| Sample Bar Dia. (mm) | Sample Block (mm) | Castings (Reference) | ||||
| φ30 | φ50 | R15 | R25 | |||
| HT150, GG-15, EN-GJL-150 | 20-40 | 130 | / | 120 | / | 120 |
| 40-80 | 115 | 115 | 110 | / | 105 | |
| 80-150 | / | 105 | / | 100 | 90 | |
| 150-300 | / | 100 | / | 90 | 80 | |
| HT200, GG-20, EN-GJL-200 | 20-40 | 180 | / | 170 | / | 165 |
| 40-80 | 160 | 155 | 150 | / | 145 | |
| 80-150 | / | 145 | / | 140 | 130 | |
| 150-300 | / | 135 | / | 130 | 120 | |
| HT250, GG-25, EN-GJL-250 | 20-40 | 220 | / | 210 | / | 205 |
| 40-80 | 200 | 190 | 190 | / | 180 | |
| 80-150 | / | 180 | / | 170 | 165 | |
| 150-300 | / | 165 | / | 160 | 150 | |
| HT300, GG-30, EN-GJL-300 | 20-40 | 260 | / | 250 | / | 245 |
| 40-80 | 235 | 230 | 225 | / | 215 | |
| 80-150 | / | 210 | / | 200 | 195 | |
| 150-300 | / | 195 | / | 185 | 180 | |
| HT350, GG-35, EN-GJL-350 | 20-40 | 300 | / | 290 | / | 285 |
| 40-80 | 270 | 265 | 260 | / | 255 | |
| 80-150 | / | 240 | / | 230 | 225 | |
| 150-300 | / | 215 | / | 210 | 205 | |
Tensile Strength of Gray Iron Casting in Different Wall Thickness |
||||||
| Cast Wall Thickness (mm) | Material Designation | |||||
| GG-10, EN-GJL-100 | GG-15, EN-GJL-150 | GG-20, EN-GJL-200 | GG-25, EN-GJL-250 | GG-30, EN-GJL-300 | GG-35, EN-GJL-350 | |
| Tensile Strength (MPa) ≥ | ||||||
| 2.5-4.0 | 130 | 175 | 220 | / | / | / |
| 4.0-10 | 270 | |||||
| 10-20 | 100 | 145 | 195 | 240 | 290 | 340 |
| 20-30 | 90 | 130 | 170 | 220 | 250 | 290 |
| 30-50 | 80 | 120 | 160 | 200 | 230 | 260 |
Cast iron, mainly including the gray cast iron and ductile (nodular) cast iron are mainly used for casting by processes of sand casting, shell moulding casting, coated sand casting or lost foam casting. However, for some special situation, the lost wax investment casting process is also used due to their fine surface and higher accuracy. At RMC, we also have tha ability of casting gray iron and ductile with investment casting using silica sol and water glass for shell building.
When cast iron is slowly cooled, the cementite decomposes into iron and carbon in the form of graphite which is called graphitization. Cast irons where a large percentage of cementite is decomposed by graphitization are called grey cast irons. Cast iron in which graphitization has not taken place, i. e, all the carbon is in the combined form, is called white cast iron. The graphitization process requires time and therefore, when liquid cast iron is cooled rapidly, white cast iron would result. White cast iron is comparable in properties to that of high carbon steels. However, it is highly brittle and as such is not used for structural parts. It is useful for parts where abrasive wear is present. Tensile strength varies between 170 to 345 MPa and is usually about 240 MPa. The hardness ranges from 350 to 500 BHN. In view of the very high hardness, the machinability is poor and is commonly finished by grinding.
| Gray Iron Comparison | Casting Thickness/mm | Chemical Composition(%) | |||||||
| China(GB/T 9439-1988) | ISO 185:1988 | USA ASTM A48/A48M-03(2008) | Europe(EN 1561:1997) | C | Si | Mn | P ≦ | S ≦ | |
| HT100 (HT10-26) | 100 | No.20 F11401 | GJL-100 JL-1010 | - | 3.4-3.9 | 2.1-2.6 | 0.5-0.8 | 0.3 | 0.15 |
| HT150 (HT15-33) | 150 | No.25A F11701 | GJL-150 JL-1020 | <30 30-50 >50 | 3.3-3.5 3.2-3.5 3.2-3.5 | 2.0-2.4 1.9-2.3 1.8-2.2 | 0.5-0.8 0.5-0.8 0.6-0.9 | 0.2 | 0.12 |
| HT200 (HT20-40) | 200 | No.30A F12101 | GJL-200 JL-1030 | <30 30-50 >51 | 3.2-3.5 3.1-3.4 3.0-3.3 | 1.6-2.0 1.5-1.8 1.4-1.6 | 0.7-0.9 0.8-1.0 0.8-1.0 | 0.15 | 0.12 |
| HT250 (HT25-47) | 250 | No.35A F12401 No.40A F12801 | GJL-250 JL-1040 | <30 30-50 >52 | 3.0-3.3 2.9-3.2 2.8-3.1 | 1.4-1.7 1.3-1.6 1.2-1.5 | 0.8-1.0 0.9-1.1 1.0-1.2 | 0.15 | 0.12 |
| HT300 (HT30-54) | 300 | No.45A F13301 | GJL-300 JL-1050 | <30 30-50 >53 | 2.9-3.2 2.9-3.2 2.8-3.1 | 1.4-1.7 1.2-1.5 1.1-1.4 | 0.8-1.0 0.9-1.1 1.0-1.2 | 0.15 | 0.12 |
| HT350 (HT35-61) | 350 | No.50A F13501 | GJL-350 JL-1060 | <30 30-50 >54 | 2.8-3.1 2.8-3.1 2.7-3.0 | 1.3-1.6 1.2-1.5 1.1-1.4 | 1.0-1.3 1.0-1.3 1.1-1.4 | 0.1 | 0.1 |
Investment casting (or lost wax casting) refers to the formation of ceramic around the wax patterns to create a multi or single part mold to receive molten metal. This process utilizes an expendable injection molded wax pattern process to achieve complex forms with exceptional surface qualities. Precision castings can achieve exceptional accuracy for both small and large casting parts in a wide range of materials.
To create a mold, a wax pattern, or cluster of patterns, is dipped into ceramic material several times to build a thick shell. De-wax process is then followed by the shell dry process. The wax-less ceramic shell is then produced. Molten metal is then poured into the ceramic shell cavities or cluster, and once solid and cooled, the ceramic shell is broken off to reveal the final cast metal object.
| Investment Casting Technical Data at RMC | |
| R&D | Software: Solidworks, CAD, Procast, Pro-e |
| Lead Time for Development and Samples: 25 to 35 days | |
| Molten Metal | Ferritic Stainless Steel, Martensitic Stainless Steel, Austenitic stainless steel, Precipitation Hardening Stainless Steel, Duplex Stainless Steel |
| Carbon Steel, Alloy Steel, Tool Steel, Heat Resistant Steel, | |
| Nickle-base Alloy, Aluminium Alloy, Copper-base Alloy, Cobalt-base Alloy | |
| Metal Standard | ISO, GB, ASTM, SAE, GOST EN, DIN, JIS, BS |
| Material for Shell Building | Silica Sol (Precipitated Silica ) |
| Water Glass (Sodium Silicate) | |
| Mixtures of Silica Sol and Water Glass | |
| Technical Parameter | Piece Weight: 2 gram to 200 kilo gram |
| Max Dimension: 1,000 mm for Diameter or Length | |
| Min Wall Thickness: 1.5mm | |
| Casting Roughness: Ra 3.2-6.4, Machining Roughness: Ra 1.6 | |
| Tolerance of Casting: VDG P690, D1/CT5-7 | |
| Tolerance of Machining: ISO 2768-mk/IT6 | |
| Inner Core: Ceramic Core, Urea Core, Water Soluble Wax Core | |
| Heat Treatment | Normalizing, Tempering, Quenching, Annealing, Solution, Carburization. |
| Surface Treatment | Polishing, Sand / Shot Blasting, Zinc Plating, Nickel Plating, Oxidation Treatment, Phosphating, Powder Painting, Geormet, Anodizing |
| Dimension Testing | CMM, Vernier Caliper, Inside Caliper. Depth Gage, Height Gage, Go/No go Gage, Special Fixtures |
| Chemical Inspection | Chemical Compostion Analysis (20 chemical elements), Cleanliness Inspection, X-ray Radiographic Inspection, Carbon-Sulfur Analyser |
| Physical Inspection | Dynamic Balancing, Static Blancing, Mechanical Properties (Hardness, Yield Strength, Tensile Strength), Elongation |
| Production Capacity | More than 250 tons per month, more than 3,000 tons annually. |


Product detail pictures:
Related Product Guide:
Sticking to your belief of "Creating solutions of high quality and generating buddies with people from all around the world", we always put the fascination of customers to start with for High Quality Steel Investment Casting - Grey Iron Investment Casting Bearing Housing – RMC Foundry, The product will supply to all over the world, such as: Turkey , Oman , Cannes , With the highest standards of product quality and service, our products have been exported to more than 25 countries like the USA, CANADA, GERMANY, FRANCE, UAE, Malaysia and so on.We are very pleased to serve customers from all over the world!
This manufacturer can keep improving and perfecting products and service, it is in line with the rules of market competition, a competitive company.
-
Professional China Alloy Steel Investment Casti...
-
professional factory for Precision Casting Manu...
-
Cheapest Price Brass Precision Casting - CNC P...
-
Super Lowest Price Steel Full Mold Castinig - ...
-
2020 China New Design Steel Investment Casting ...
-
Leading Manufacturer for Gray Iron Shell Castin...





