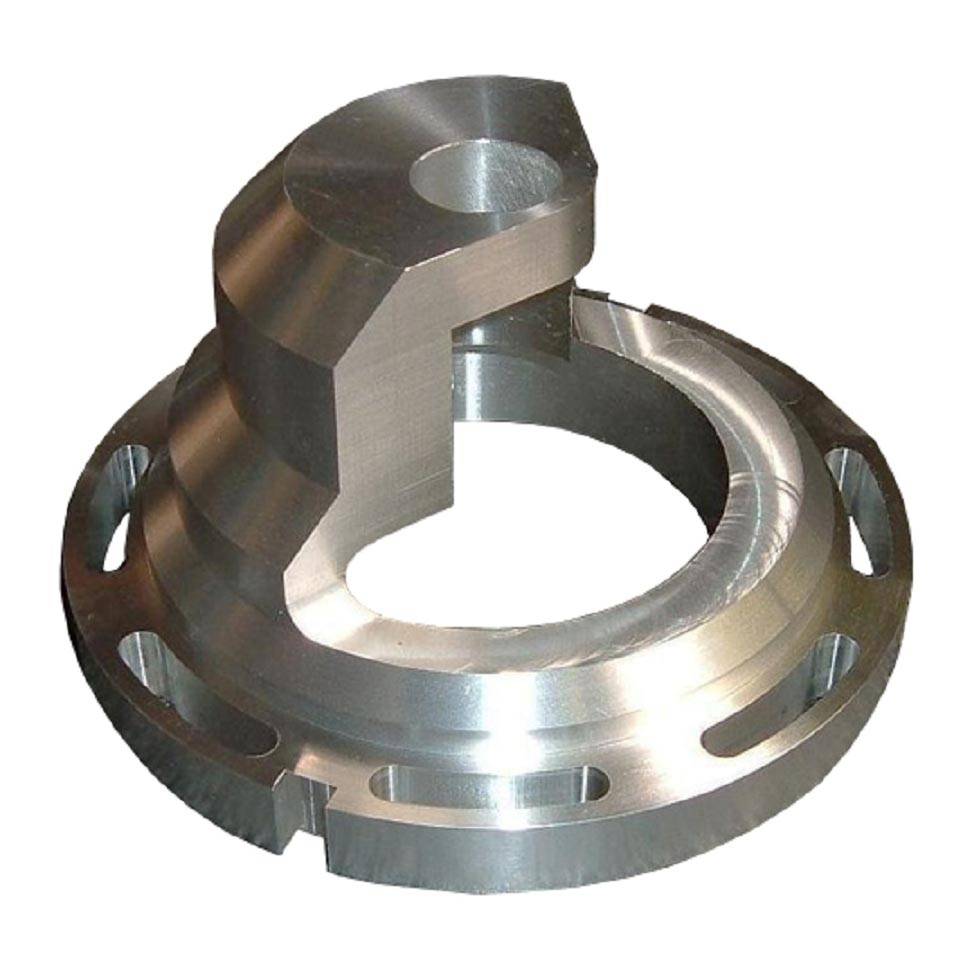
New Fashion Design for Brass Sand Casting - Vacuum Casting Steel Draft Gear Housing – RMC Foundry Detail:
Vacuum casting steel draft gear housing for freight cars with CNC machining and custom tairlor-made services. Cast alloy steel v process castings mean the casting parts produced by vacuum casting process with materials of cast alloy steel. Chromium-molybdenum cast steel is widely used in industrial fields with relatively high mechanical properties. The addition of molybdenum to chromium steel can increase the strength of steel castings without having a significant impact on the impact toughness of cast steel. Chromium-molybdenum cast steel has very good high temperature performance and creep resistance. After quenching and tempering or normalizing heat treatment, chromium-molybdenum cast steel can obtain excellent mechanical properties. Molybdenum can improve the hardenability of cast steel and reduce the temper brittleness of cast steel. Chromium-molybdenum cast steel is used for large-section castings and steel castings that require deep hardening.
Vacuum moulding casting, is also called negative pressure molding method, vacuum sealing molding method, or V process for short. This is a relatively new type of physical modeling method. The negative pressure molding method uses the pressure difference between the inside and outside of the mold to fasten the dry and loose sand particles together to obtain a mold with a certain desired shape and a certain strength.
Vacuum casting allows the production of small batches of high quality mouldings in a range of polyurethane resins that replicate the performance of engineering plastics without the high costs of hard tooling associated with injection moulding. The process starts with making a mould by encapsulating a master model in two-part liquid silicone rubber. A vacuum is then applied to remove any trapped air, then it is cured in an oven. Master models can come from a number of 3D printing technologies including stereolithography. Once the silicone is cured, the mould is cut open to form a split line, the master model is removed which leaves a mould cavity perfectly replicating the master model. To make a part, the mould segments are put back together, secured, pre-heated and placed in the vacuum casting system chamber. Two or three part resin is weighed, pigment added if required and the resin parts are placed in the automatic mixer of the vacuum casting system. At this point, the vacuum casting system takes over the process to mix the resin components and vacuum cast the model. Once this is complete the casting is cured. After curing, the mould segments can be separated and the part removed. All that remains is for the casting parts to be trimmed and finished as required.
| Lost Foam Casting vs Vacuum Casting | ||
| Item | Lost Foam Casting | Vacuum Casting |
| Suitable Castings | Small and medium-sized castings with complex cavities, such as engine block, engine cover | Medium and large castings with few or no cavities, such as cast iron counterweights, cast steel axle housings |
| Patterns and Plates | Foam patterns made by moldings | Template with suction box |
| Sand Box | Bottom or five sides exhaust | Four sides exhaust or with exhaust pipe |
| Plastic Film | The top cover is sealed by plastic films | All sides of both halves of sand box are sealed by plastic films |
| Coating Materials | Water-based paint with thick coating | Alcohol-based paint with thin coating |
| Molding Sand | Coarse dry sand | Fine dry sand |
| Vibration Molding | 3 D Vibration | Vertical or Horizontal Vibration |
| Pouring | Negative Pouring | Negative Pouring |
| Sand Process | Relieve negative pressure, turn over the box to drop sand, and the sand is then reused | Relieve negative pressure, then the dry sand falls into the screen, and the sand is recycled |
▶ Vacuum Casting Materials:
• Carbon Steel: Low Carbon Steel, Medium Carbon Steel and High Carbon Steel from AISI 1020 to AISI 1060.
• Cast Steel Alloys: ZG20SiMn, ZG30SiMn, ZG30CrMo, ZG35CrMo, ZG35SiMn, ZG35CrMnSi, ZG40Mn, ZG40Cr, ZG42Cr, ZG42CrMo…etc on request.
• Stainless Steel: AISI 304, AISI 304L, AISI 316, AISI 316L and other stainless steel grade.
• Brass & Copper.
• Other Materials and Standards on request
▶ V Process Casting Capacities:
• Max Size: 1,000 mm × 800 mm × 500 mm
• Weight Range: 0.5 kg – 100 kg
• Annual Capacity: 2,000 tons
• Tolerances: On Request.
▶ Inspecting V-Process Casting Components:
• Spectrographic and manual quantitative analysis
• Metallographic analysis
• Brinell, Rockwell and Vickers hardness inspection
• Mechanical property analysis
• Low and normal temperature impact testing
• Cleanliness inspection
• UT, MT and RT inspection
▶ Vacuum Casting Procedures:
• The pattern is covered tightly by a thin sheet of plastic.
• A flask is placed over the coated pattern and is filled with dry sand without bind.
• The second flak is then placed on top of the sand, and a vacuum draws the sand so that the pattern can be tight and withdrawn. Both halves of the mold are made and assembled in this way.
• During pouring, the mold remains under a vacuum but the casting cavity does not.
• When the metal has solidified, the vacuum is turned off and the sand falls away, releasing the casting.
• Vacuum molding produces casting with high-quality detail and dimensional accuracy.
• It is especially well suited for large, relatively flat castings.
▶ Post-Casting Process
• Deburring & Cleaning
• Shot Blasting / Sand Peening
• Heat Treatment: Normalization, Quench, Tempering, Carburization, Nitriding
• Surface Treatment: Passivation, Andonizing, Electroplating, Hot Zinc Plating, Zinc Plating, Nickel Plating, Polishing, Electro-Polishing, Painting, GeoMet, Zintec.
• Machining: Turning, Milling, Lathing, Drilling, Honing, Grinding.
▶ Why You Choose RMC for V (Vacuum) Process Casting Components?
• Easy recovery of the sand because the binders are not used
• Sand does not require mechanical reconditioning.
• Good air permeability because there is no water is mixed with sand, therefore less casting defects.
• More suitable for large scale castings
• Cost effective, especially for large castings.




Product detail pictures:
Related Product Guide:
It really is a good way to further improve our goods and service. Our mission would be to acquire inventive items to buyers with a very good encounter for New Fashion Design for Brass Sand Casting - Vacuum Casting Steel Draft Gear Housing – RMC Foundry, The product will supply to all over the world, such as: Macedonia , Czech , French , With the development and enlargement of mass clients abroad, now we have set up cooperative relationships with many major brands. We have our own factory and also have many reliable and well-cooperated factories in the field. Adhering to the "quality first, customer first, We are provideing high-quality, low-cost products and first-class service to customers. We sincerely hope to establish business relationship with customers from all over the world on the basis of quality, mutually benefit. We welcome OEM projects and designs.
This company can be well to meet our needs on product quantity and delivery time, so we always choose them when we have procurement requirements.
-
Chinese wholesale Lost Foam Casting Manufacture...
-
Factory Price For Carbon Steel Casting Foundry ...
-
Wholesale Dealers of Alloy Steel Green Sand Cas...
-
Discount wholesale Malleable Casting Supplier -...
-
Manufacturer for Products by Application –...
-
Bottom price Ductile Iron Sand Casting Manufact...